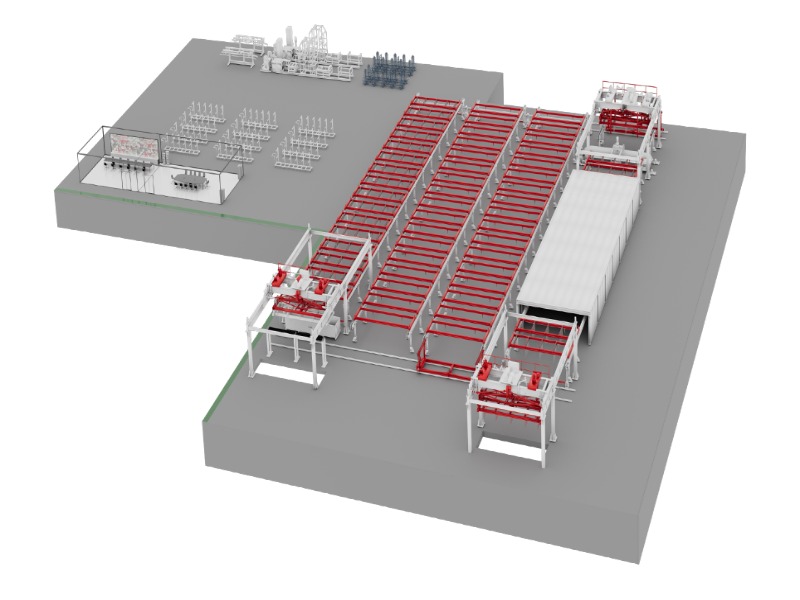
Globálny stavebný priemysel prechádza zmenou paradigmy smerom k udržateľným, ľahkým a vysokovýkonným stavebným materiálom. V popredí tohto vývoja je autoklávovaný pórobetón (AAC), prefabrikovaný murovací produkt, ktorý ponúka výnimočnú tepelnú izoláciu a štrukturálnu integritu. Účinnosť a kvalita tohto materiálu závisí výlučne od presnosti Výrobná linka blokov AAC .
Príprava surovín a spracovanie kalov
Základ každej výrobnej linky blokov AAC začína starostlivou prípravou surovín. Primárne zložky typicky zahŕňajú kremičité materiály (ako je popolček alebo kremenný piesok) a vápenaté materiály (vápno a cement).
V počiatočnej fáze sa piesok alebo popolček zmieša s vodou a v guľovom mlyne sa spracuje na jemnú kašu. Súčasne sa vápno a sadra drvia a drvia na jemné prášky. Konzistencia a distribúcia veľkosti častíc v tomto štádiu sú kritické, pretože ovplyvňujú chemickú reakciu počas následného procesu penenia. Spracovaná kaša sa skladuje vo veľkých miešacích nádržiach, aby sa zabránilo usadzovaniu, čím sa zabezpečí stabilný prísun pre dávkovací systém.
Presné dávkovanie, miešanie a odlievanie
Keď sú suroviny pripravené, prenesú sa do dávkovacej a miešacej jednotky – „mozgu“ výrobnej linky blokov AAC. Táto fáza vyžaduje presnosť, aby sa zachovali štrukturálne vlastnosti konečného produktu.
Dávkovací systém využíva automatické váhy na váženie kalu, vápna, cementu a hliníkového prášku podľa vopred definovaného vzorca. Tieto zložky sa potom vypustia do vysokorýchlostného mixéra. Pridanie hliníkového prášku pôsobí ako plynotvorné činidlo. Keď alkalické vápno a cement reagujú s hliníkom, uvoľňuje sa plynný vodík, ktorý vytvára v zmesi milióny malých, rovnomerných pórov.
Po intenzívnom premiešaní sa tekutá dávka odlieva do veľkých oceľových foriem. Tento proces odlievania sa musí vykonávať v prostredí s kontrolovanou teplotou, aby sa zabezpečilo, že chemická reakcia začne rovnomerne.
Predtvrdnutie a kysnutie (zelená fáza)
Po procese odlievania sa formy prepravia do predvulzovacej komory. Počas tohto obdobia zmes „stúpa“ ako chlieb, pretože plynný vodík zväčšuje svoj objem. Táto fáza zvyčajne trvá niekoľko hodín pri určitých úrovniach teploty a vlhkosti.
Na konci predbežného vytvrdzovania materiál dosiahne štádium známeho ako „zelený koláč“. Bloky sú dostatočne pevné na manipuláciu a rezanie, ale zostávajú dostatočne mäkké na to, aby sa dali krájať pomocou presných drôtov. Integrita výrobnej linky blokov AAC závisí vo veľkej miere od stability tejto fázy predtvrdnutia, aby sa zabránilo vnútorným trhlinám alebo štrukturálnym deformáciám.
Vysoko presné rezanie a tvarovanie
Fáza rezania je možno vizuálne pôsobivou časťou výrobnej linky blokov AAC. Špeciálny žeriav demontuje zelený koláč z formy a umiestni ho na rezací stroj.
Moderné výrobné linky využívajú dvojosový rezací systém:
- Horizontálne rezanie: Oceľové drôty krájajú koláč na požadovanú hrúbku a výšku.
- Vertikálne/priečne rezanie: Koláč sa krája na konkrétne dĺžky.
Tento proces umožňuje vytváranie blokov, panelov a prekladov s extrémne úzkymi toleranciami. Pretože materiál je stále vo svojom „zelenom“ stave, akýkoľvek odpad vzniknutý počas rezania možno recyklovať späť do fázy prípravy kalu, čím sa výrobná linka blokov AAC stáva jedným z ekologických výrobných procesov v tomto odvetví.
Autoklávovanie: Hydrotermálna reakcia
Charakteristickým znakom AAC je proces autoklávovania. Narezané bloky sa vkladajú do veľkej tlakovej nádoby známej ako autokláv. Tu sú vystavené vysokotlakovej pare (zvyčajne 10 až 12 barov) a vysokým teplotám (okolo 180 °C až 190 °C) počas približne 10 až 12 hodín.
Za týchto hydrotermálnych podmienok reagujú oxid kremičitý a vápnik za vzniku tobermoritu – kryštalickej štruktúry, ktorá dáva AAC jedinečnú silu, stabilitu a požiarnu odolnosť. Bez tejto špecifickej chemickej premeny by bloky postrádali nosnosť potrebnú pre modernú výstavbu.
Finálne spracovanie a kontrola kvality
Po dokončení cyklu autoklávovania sa bloky ochladia a presunú na separačnú a baliacu linku. Pretože bloky môžu počas procesu varenia pod vysokým tlakom k sebe mierne priľnúť, často sa na ich jemné oddelenie používa „separátor“.
Konečná fáza výrobnej linky blokov AAC zahŕňa prísnu kontrolu kvality. Bloky sa kontrolujú na rozmerovú presnosť, pevnosť v tlaku a hustotu za sucha. Po overení sú bloky paletizované a zabalené do zmršťovacej fólie na prepravu.
Technická súhrnná tabuľka
Nasledujúca tabuľka sumarizuje primárne funkcie každej stanice v rámci štandardného výrobného zariadenia:
| Výrobná fáza | Zapojené primárne vybavenie | Hlavný cieľ |
|---|---|---|
| Príprava materiálu | Guľový mlyn, kalové nádrže | Dosiahnutie jednotnej jemnosti častíc a hustoty kalu. |
| Dávkovanie/miešanie | Automatické váhy, vysokorýchlostný mixér | Presné chemické zloženie a iniciácia uvoľňovania plynu. |
| Casting | Formy, distribučné auto | Nalievanie zmesi na rovnomernú expanziu objemu. |
| Rezanie | Vertikálne a horizontálne rezacie stroje | Tvarovanie zeleného koláča s vysokou rozmerovou presnosťou. |
| Autoklávovanie | Vysokotlakové autoklávy | Vyvolanie hydrotermálnej reakcie pre konečnú pevnosť. |
| Balenie | Separátory, paletizátory | Príprava hotového výrobku na logistiku a skladovanie. |
Záver
Výrobná linka blokov AAC predstavuje majstrovské dielo chemického a strojárskeho inžinierstva. Integráciou automatického dávkovania, presného rezania drôtu a pokročilého hydrotermálneho spracovania tento proces premieňa jednoduché zemné minerály na stavebné riešenie. Keďže stavebný svet naďalej uprednostňuje energetickú efektívnosť a znižovanie emisií uhlíka, úloha výrobnej linky blokov AAC zostane kľúčová pri formovaní udržateľných miest budúcnosti.